ЖЕСТКОСТЬ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ презентация
Содержание
- 2. Содержание 1. Основные определения. 2. Жесткость станка. 3. Жесткость заготовки
- 3. Основные определения
- 4. Технологическая система
- 5. Погрешность от деформации технологической системы
- 6. Составляющие силы резания при токарной обработке
- 7. Коэффициент жесткости
- 8. Определение коэффициента жесткости технологической системы
- 9. Жесткость станка
- 10. Жесткость станка Главная составляющая коэффициента жесткости технологической системы – это
- 11. Статический метод определения коэффициента жесткости станка
- 12. Производственный метод определения коэффициента жесткости станка Производственный метод определения коэффициента жесткости
- 13. Схема определения коэффициента жесткости станка производственным методом
- 14. Формула для расчета коэффициента жесткости станка производственным методом:
- 15. Жесткость заготовки и инструмента
- 16. Жесткость заготовки и инструмента Деформацию заготовки под действием силы резания
- 17. Жесткость заготовки при установке в центрах
- 18. Жесткость заготовки при установке в центрах
- 19. Жесткость заготовки при установке в центрах
- 20. Жесткость заготовки при установке в центрах
- 21. Жесткость заготовки при установке в патроне
- 22. Жесткость заготовки при установке в патроне
- 23. Жесткость заготовки при установке в патроне
- 24. Деформация инструмента под влиянием составляющей Pz
- 25. Деформация инструмента под влиянием составляющей Pz
- 26. Деформация инструмента под влиянием составляющей Pz
- 27. Деформация инструмента под влиянием составляющей Pz
- 28. Деформация инструмента под влиянием составляющей Pz
- 29. Пути снижения погрешности Δу
- 30. Пути снижения погрешности от деформации технологической системы Δу При чистовой
- 31. Пример: шлифование вала в центрах
- 32. Пути снижения погрешности от деформации технологической системы Δу Для повышения
- 33. Пример установки заготовки
- 34. Пример установки заготовки
- 35. Пример уменьшения вылета инструмента
- 36. Пример применения расточной оправки
- 37. Пути снижения погрешности от деформации технологической системы Δу Последовательность обработки
- 38. Пример: изготовление тонких шайб
- 39. Влияние колебаний технологической системы на точность обработки
- 40. Влияние колебаний технологической системы на точность обработки Технологическая система является
- 41. Отрицательное влияние колебаний на точность обработки Отрицательное влияние колебаний на
- 43. Виды колебаний
- 44. Вынужденные колебания технологической системы
- 45. Свободные колебания технологической системы
- 46. Свободные колебания технологической системы
- 47. Определение автоколебаний Автоколебания - это самовозбуждающиеся колебания с частотой,
- 48. Иллюстрация механизма возникновения автоколебаний
- 49. Борьба с вредными последствиями автоколебаниий Борьба с автоколебаниями сводится к
- 50. Борьба с вредными последствиями автоколебаниий В небольших пределах можно уменьшить
- 51. Скачать презентацию

















































Слайды и текст этой презентации
Слайд 1
Описание слайда:
ЖЕСТКОСТЬ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ
Технология машиностроения
Лекция 4
Слайд 2
Описание слайда:
Содержание
1. Основные определения.
2. Жесткость станка.
3. Жесткость заготовки и инструмента.
4. Пути снижения погрешности Δу.
5. Влияние колебаний технологической системы на точность обработки.
Слайд 3
Описание слайда:
Основные определения
Слайд 4
Описание слайда:
Технологическая система
Слайд 5
Описание слайда:
Погрешность от деформации технологической системы
Слайд 6
Описание слайда:
Составляющие силы резания при токарной обработке
Слайд 7
Описание слайда:
Коэффициент жесткости
Слайд 8
Описание слайда:
Определение коэффициента жесткости технологической системы
Слайд 9
Описание слайда:
Жесткость станка
Слайд 10
Описание слайда:
Жесткость станка
Главная составляющая коэффициента жесткости технологической системы – это коэффициент жесткости станка.
Станок является сложной системой, поэтому коэффициент жесткости станка удобнее определять экспериментальными методами.
Существует два метода определения коэффициента жесткости металлорежущих станков: статический и производственный.
Слайд 11
Описание слайда:
Статический метод определения коэффициента жесткости станка
Слайд 12
Описание слайда:
Производственный метод определения коэффициента жесткости станка
Производственный метод определения коэффициента жесткости металлорежущих станков основан на принципе обработки заготовок с неравномерным припуском (переменной глубиной резания).
Неравномерный припуск при обработке может быть получен за счет эксцентриситета заготовки, ее конусоообразности или ступенчатости.
Слайд 13
Описание слайда:
Схема определения коэффициента жесткости станка производственным методом
Слайд 14
Описание слайда:
Формула для расчета коэффициента жесткости станка производственным методом:
Слайд 15
Описание слайда:
Жесткость заготовки и инструмента
Слайд 16
Описание слайда:
Жесткость заготовки и инструмента
Деформацию заготовки под действием силы резания можно определить, используя формулы сопротивления материалов. В качестве примеров рассматриваются:
деформация заготовки при установке в центрах;
деформация заготовки при установке в патроне;
деформация токарного резца под действием составляющей силы резания Pz.
Слайд 17
Описание слайда:
Жесткость заготовки при установке в центрах
Слайд 18
Описание слайда:
Жесткость заготовки при установке в центрах
Слайд 19
Описание слайда:
Жесткость заготовки при установке в центрах
Слайд 20
Описание слайда:
Жесткость заготовки при установке в центрах
Слайд 21
Описание слайда:
Жесткость заготовки при установке в патроне
Слайд 22
Описание слайда:
Жесткость заготовки при установке в патроне
Слайд 23
Описание слайда:
Жесткость заготовки при установке в патроне
Слайд 24
Описание слайда:
Деформация инструмента под влиянием составляющей Pz
Слайд 25
Описание слайда:
Деформация инструмента под влиянием составляющей Pz
Слайд 26
Описание слайда:
Деформация инструмента под влиянием составляющей Pz
Слайд 27
Описание слайда:
Деформация инструмента под влиянием составляющей Pz
Слайд 28
Описание слайда:
Деформация инструмента под влиянием составляющей Pz
Слайд 29
Описание слайда:
Пути снижения погрешности Δу
Слайд 30
Описание слайда:
Пути снижения погрешности от деформации технологической системы Δу
При чистовой обработке заготовок,
чтобы избежать накопления погрешностей формы,
необходимо с каждым проходом уменьшать снимаемый припуск.
Слайд 31
Описание слайда:
Пример: шлифование вала в центрах
Слайд 32
Описание слайда:
Пути снижения погрешности от деформации технологической системы Δу
Для повышения точности обработки необходимо увеличивать жесткость технологической системы, именно
станка;
заготовки;
инструмента.
Слайд 33
Описание слайда:
Пример установки заготовки
Слайд 34
Описание слайда:
Пример установки заготовки
Слайд 35
Описание слайда:
Пример уменьшения вылета инструмента
Слайд 36
Описание слайда:
Пример применения расточной оправки
Слайд 37
Описание слайда:
Пути снижения погрешности от деформации технологической системы Δу
Последовательность обработки должна быть такой,
чтобы раньше времени не ослаблять заготовку
Слайд 38
Описание слайда:
Пример: изготовление тонких шайб
Слайд 39
Описание слайда:
Влияние колебаний технологической системы на точность обработки
Слайд 40
Описание слайда:
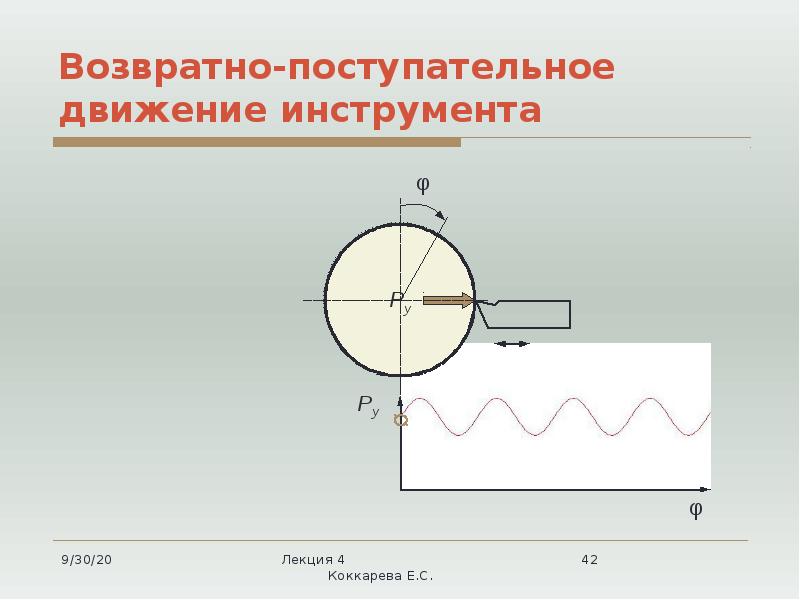
Влияние колебаний технологической системы на точность обработки
Технологическая система является замкнутой упругой динамической системой
При обработке деталей резанием элементы технологической системы совершают колебания с определенной частотой и амплитудой.
Колебания оказывают отрицательное действие на точность обработки, т.к. инструмент совершает возвратно-поступательное движение по направлению действия составляющей силы резания Py
Слайд 41
Описание слайда:
Отрицательное влияние колебаний на точность обработки
Отрицательное влияние колебаний на точность обработки выражается в том, что
ухудшаются параметры шероховатости;
появляется заметная волнистость,
усиливается износ инструмента (пропорционально квадрату амплитуды колебаний).
Поэтому необходимо уменьшать амплитуду колебаний.
Слайд 42
Описание слайда:
Слайд 43
Описание слайда:
Виды колебаний
Слайд 44
Описание слайда:
Вынужденные колебания технологической системы
Слайд 45
Описание слайда:
Свободные колебания технологической системы
Слайд 46
Описание слайда:
Свободные колебания технологической системы
Слайд 47
Описание слайда:
Определение автоколебаний
Автоколебания - это самовозбуждающиеся колебания с частотой,
близкой к одной из собственных частот системы,
вызываемые самим процессом резания.
Отличительная особеность автоколебаний – они возникают после касания заготовки инструментом, после отвода инструмента сразу исчезают.
Слайд 48
Описание слайда:
Иллюстрация механизма возникновения автоколебаний
Слайд 49
Описание слайда:
Борьба с вредными последствиями автоколебаниий
Борьба с автоколебаниями сводится к снижению их амплитуды до безопасного уровня.
Радикальные средства борьбы с автоколебаниями это:
- увеличение жесткости самого
слабого элемента технологической
системы;
- применение демпферов.
Слайд 50
Описание слайда:
Борьба с вредными последствиями автоколебаниий
В небольших пределах можно уменьшить амплитуду колебаний за счет изменения режимов резания:
- увеличением скорости резания V;
- уменьшением глубины резания t;
- увеличением подачи s;
- увеличением главного угла в плане резца φ до 70-80˚.
- применением смазочно-охлаждающей жидкости.
Скачать презентацию на тему ЖЕСТКОСТЬ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ можно ниже: