Spawanie jako dział technologii łączenia презентация
Содержание
- 2. SPAWANIE Jako ogólne spawalnicze procesy łączenia wyróżnia się podział na: -
- 3. SPAWANIE W wyniku spawalniczych metod łączenia tworzyw konstrukcyjnych uzyskuje się połączenie
- 4. OZNACZENIA METOD SPAWANIA 111 - spawanie łukowe ręczne elektrodą
- 5. OZNACZENIA METOD SPAWANIA 131 - spawanie metodą MIG (GMA) ang. (Metal
- 6. SPAWANIE Przykładowe oznaczenia niektórych metod są następujące: 111 - spawanie
- 7. SPAWANIE MIG/MAG Podczas spawania metodami MIG / MAG, łuk elektryczny jarzy
- 8. SPAWANIE Zazwyczaj gaz ochronny zawiera aktywny chemicznie dwutlenek węgla lub tlen
- 9. SPAWANIE Nowoczesną odmianą jest synergiczne spawanie metodami MIG/MAG Regulacja synergiczna lub
- 10. SPAWANIE Synergiczne spawanie metodami MIG/MAG Regulacja synergiczna lub regulacja
- 11. METODA 111 MMA Metoda Spawania Łukowego przy pomocy topliwej elektrody
- 12. METODA 111 MMA
- 13. METODA 111 MMA
- 14. METODA 111 MMA Metoda Spawania Łukowego przy pomocy topliwej elektrody
- 15. METODA 111 MMA Obydwa z powyższych chronią spoinę przed wpływem
- 16. METODA 111 MMA
- 17. METODA 111 MMA Aby zajarzyć łuk elektryczny należy zetknąć elektrodę
- 18. METODA 111 MMA
- 19. METODA 111 MMA W czasie topnienia elektrody rozkładają się związki
- 20. METODA 111 MMA Żużel następnie wypływa na powierzchnię stopionego metalu
- 21. METODA 111 MMA Właściwa technika spawania zależy od elektrody, składu
- 22. METODA 111 MMA To umożliwia zwiększenie szybkości spawania. Spoiny nachylone,
- 23. Do podstawowych parametrów spawania elektrodą otuloną należą Natężenie prądu spawania dobiera
- 24. METODA 111 MMA NAPIĘCIE ŁUKU proporcjonalne jest do długości łuku i
- 25. METODA 111 MMA PREDKOŚĆ SPAWANIA jest prędkością, z jaką elektroda przesuwana
- 26. METODA 111 MMA ŚREDNICA ELEKTRODY OTULONEJ decyduje o gęstości prądu spawania,
- 27. METODA 111 MMA POCHYLENIE ELEKTRODY względem złącza pozwala na regulację kształtu
- 28. METODA 111 MMA
- 29. METODA 111 MMA Najczęstszymi wadami spawalniczymi ujawniającymi się w
- 30. METODA 111 MMA
- 31. METODA 111 MMA
- 32. METODA 111 MMA Ugięcie łuku może również powodować porowatość spoiny,
- 33. METODA 111 MMA Spawanie elektrodami otulonymi, jak każda metoda spawania,
- 34. METODA 111 MMA Płytkiej penetracji, kolejnemu zagrożeniu dla własności mechanicznych
- 35. METODA 111 MMA
- 36. METODA 111 MMA
- 37. METODA 111 MMA Silne promieniowanie widzialne w okolicy łuku elektrycznego
- 38. METODA 111 MMA
- 39. METODA 111 MMA Parujące metale i substancje zawarte w otulinie
- 40. METODA 111 MMA Spawanie elektrodą otuloną jest często stosowane do
- 41. METODA 111 MMA Prostownik spawalniczy do spawania elektrodami otulonymi. Preferowana
- 42. METODA 111 MMA Spawarki posiadają stały prąd na wyjściu, zapewniający
- 43. METODA 111 MMA Typowy sprzęt do spawania elekrodami otulonymi składa
- 44. METODA 111 MMA - spawarka
- 45. METODA 111 MMA - uchwyt spawalniczy, elektrody
- 46. METODA 111 MMA Ten sam efekt mogą dawać różne typy
- 47. ELEKTRODY Wybór elektrody do spawania zależy od szeregu czynników, w tym
- 48. METODA 111 MMA Elektrody można podzielić na trzy grupy -
- 49. METODA 111 MMA Otulina elektrody składa się z różnych związków,
- 50. METODA 111 MMA Elektrody zawierające fluorek wapnia, czasem zwane zasadowymi
- 51. METODA 111 MMA Elektrody celulozowe ; zawierają duże ilości palnych
- 52. Oznaczenie elektrod według norm PN EN 499 :Elektrody otulone do
- 53. SYMBOL RODZAJU OTULINY E 46 6 (2Ni) B 3
- 54. SYMBOL RODZAJU OTULINY E 46 6 (2Ni) B 3 2 H5
- 55. SYMBOL RODZAJU OTULINY E 46 6 (2Ni) B 3 2 H5
- 56. SYMBOL RODZAJU OTULINY E 46 6 (2Ni) B 3 2 H5
- 57. SYMBOL RODZAJU OTULINY E 46 6 (2Ni) B 3 2
- 58. SYMBOL RODZAJU OTULINY E 46 6 (2Ni) B 3 2 H5
- 59. SYMBOL RODZAJU OTULINY E 46 6 (2Ni) B 3 2 H5
- 60. PRZYGOTOWANIE SPOIN
- 61. Oznaczenia egzaminu spawacza wg . PN-EN 287 lub PN-EN ISO
- 62. Pozycje spawania wg PN-EN ISO 6947
- 63. Pozycje spawania wg PN-EN ISO 6947
- 64. Pozycje spawania wg PN-EN ISO 6947
- 65. Pozycje spawania wg PN-EN ISO 6947
- 66. Pozycje spawania wg PN-EN ISO 6947
- 67. Pozycje spawania wg PN-EN ISO 6947
- 68. Pozycje spawania wg PN-EN ISO 6947
- 69. Pozycje spawania wg PN-EN ISO 6947
- 70. Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
- 71. Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606 2.
- 72. Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606 5.
- 73. Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606 6.
- 74. Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606 7.
- 75. Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606 10.
- 76. Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
- 77. Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
- 78. Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
- 79. Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
- 81. METODA SPAWANIA TIG 141
- 82. TIG 141 Spawanie metoda TIG (Tungsten Inert Gas) jest metodą spawania
- 83. TIG
- 84. TIG 141
- 85. TIG 141
- 86. TIG 141 Podczas spawania metodą TIG –elektroda nie topi się, a
- 87. TIG 141 Elektroda nie stapia się, a spawacz utrzymuje stałą długość
- 88. METODA SPAWANIA TIG 141
- 89. TIG 141 Gazy osłonowe chronią obszar spawania przed gazami atmosferycznymi, takimi
- 90. TIG 141 W przypadku spawania cienkiej blachy można stosować spawanie metodą
- 91. Podstawowe parametry spawania TIG rodzaj i natężenie prądu napięcie łuku prędkość
- 92. stosowane parametry technologiczne natężenie: 5–600 A w trybie ciągłym lub
- 93. Zalety TIG 141 najlepsza ze wszystkich metod spawania jakość
- 94. TIG 141 W niektórych typach spoin szczególnie pachwinowych oraz przy spawaniu
- 95. TIG 141
- 96. TIG 141
- 97. TIG 141
- 98. Wady TIG 141 mała wydajność w przypadku spawania ręcznego
- 99. TIG 141
- 100. TIG 141 Oznaczenie elektrod nietopliwych Elektroda czerwona: torowana. Elektroda złota: lantanowana.
- 101. TIG 141
- 102. TIG 141 Przed przystąpieniem do spawania należy dobrać podstawowe parametry spawania
- 103. TIG 141 Rodzaj i biegunowość prądu spawania - proces spawania metodą
- 104. Urządzenia do ręcznego spawania elektrodami nietopliwymi (urządzenia TIG) są oferowane jako
- 105. Spotyka się poniższe rodzaje spawarek TIG: prostowniki spawalnicze - są
- 106. TIG 141 Spawanie prądem stałym z biegunowością ujemną na elektrodzie nie
- 107. TIG 141
- 108. TIG 141
- 109. TIG 141 Natężenie prądu spawania - jest parametrem bezpośrednio regulowanym w
- 110. TIG 141
- 111. TIG 141 Natężenie prądu decyduje o głębokości wtopienia i szerokości spoiny, ale
- 112. TIG 141
- 113. TIG 141 Rodzaj i średnica elektrody nietopliwej - podstawowym materiałem elektrod
- 115. CHARAKTERYSTYKA ELEKTROD
- 116. TIG 141 Rodzaj i natężenie przepływu gazu osłonowego - najczęściej stosowanym
- 117. TIG 141 Prędkość spawania - to szybkość przemieszczania końca elektrody z
- 118. TIG 141 Rodzaj i wymiary materiału dodatkowego (spoiwa) - spoiwo do
- 119. TIG 141 W niektórych przypadkach konieczne jest zastosowanie materiału dodatkowego o
- 120. TIG 141 Pochylenie elektrody i spoiwa - pochylenie elektrody
- 121. TIG 141
- 122. TIG 141
- 123. TIG 141
- 124. TIG 141 Wskazówki technologiczne Spawanie TIG wymaga szczególnie dokładnego oczyszczenia
- 125. TIG 141
- 126. TIG
- 127. TIG Gazy osłonowe Firmy dystrybucji gazów dysponują pełną ofertą
- 128. TIG Gazy osłonowe Argon Podstawową funkcją gazu osłonowego podczas spawania
- 129. TIG Gazy osłonowe Argon (Ar) jest gazem obojętnym.
- 130. Gazy osłonowe Hel Hel (He) jest, podobnie jak argon, gazem obojętnym.
- 131. Gazy osłonowe Hel . Czysty lub zmieszany z argonem hel jest
- 132. Gazy osłonowe Wysoki potencjał jonizacji i wysokie przewodnictwo cieplne oraz
- 133. Gazy osłonowe Gazy osłonowe powszechnie stosowane w wielu procesach spawania, przede
- 134. Gazy osłonowe Zastosowanie do : spawania stali nierdzewnej oraz pozostałych stali
- 135. Gazy osłonowe Powłoka gazu ochronnego, podawana przez dyszę palnika wokół elektrody
- 136. Gazy osłonowe
- 137. Gazy osłonowe Stopień zagrożenia wynikający z własności gazów klasyfikuje się w
- 138. Gazy osłonowe
- 139. Gazy osłonowe
- 140. Gazy osłonowe
- 141. Gazy osłonowe W przypadku gazu lub mieszaniny gazowej, których własności mogą
- 142. Gazy osłonowe
- 143. Gazy osłonowe
- 145. METODA 311 SPAWANIE ACETYLOTLENOWO- TLENOWE
- 146. METODA 311
- 147. METODA 311
- 148. METODA 311 Drugi podział butli dokonuje się przez różnice w budowie
- 149. METODA 311 Bezpieczniki gazowe: Bezpieczniki gazowe mają za zadanie ochronę przed
- 150. METODA 311 Węże do gazu Węże używane przy spawaniu i cięciu
- 151. METODA 311
- 152. METODA 311 Istotą metody spawania gazowego jest nadtopienie brzegów spawanego materiału
- 153. METODA 311 W metodzie spawania acetylenowo-tlenowego analiza jest stosunkowo prosta. Ciepło
- 154. METODA 311 Jednak takie spalanie nie jest zalecane, gdyż nie tworzy
- 155. METODA 311
- 156. METODA 311 Cechy użytkowe metody spawania gazowego Zalety: wysoka wydajność
- 157. METODA 311 Wady duże koszty gazów eksploatacyjnych mniejsza estetyka spoin możliwość
- 158. METODA 311 Zastosowanie metody spawania gazowego Spawanie gazowe stosowane jest przede
- 159. METODA 311 stanowiska do spawania gazowego : palnik acetylenowo-tlenowy uniwersalny lub
- 160. METODA 311 Pierwszą czynnością przy przystąpieniu do spawania gazowego jest dokładne
- 161. METODA 311 Kolejnym krokiem jest odkręcenie butli z gazami i ustawienie
- 162. METODA 311 Wyróżnia się 3 typy płomienia: płomień normalny,
- 163. METODA 311
- 164. METODA 311 płomień utleniający, występuje gdy stosunek tlenu do
- 165. METODA 311 płomień nawęglający, tworzy się przy nadmiarze acetylenu,
- 166. METODA 311
- 167. METODA 311 a) Spawanie w lewo - palnik prowadzi się od
- 168. METODA 311 Metoda jest stosunkowo prosta do opanowania, a stworzona spoina
- 169. METODA 311
- 170. METODA 311 Spawanie w prawo - palnik zwraca się w kierunku
- 171. METODA 311
- 172. METODA 311 Spawanie w górę - spawanie przebiega w pionowym położeniu
- 173. METODA 311 Wskazówki technologiczne Zasadniczo spawanie acetylenowe-tlenowe jest przeznaczone do spawania
- 174. METODA 311 W metodzie spawania acetylenowo-tlenowego analiza jest stosunkowo prosta. Ciepło
- 177. Скачать презентацию




 ang. (Metal")















































 B 3")
 B 3 2 H5")
 B 3 2 H5")
 B 3 2 H5")
 B 3")
 B 3 2 H5")
 B 3 2 H5")





















 jest metodą")





















 są oferowane jako")












 - spoiwo do")










 jest gazem")
 jest, podobnie jak argon, gazem obojętnym.")




































 Spawanie w lewo - palnik prowadzi się od")









Слайды и текст этой презентации
Слайд 1
Описание слайда:
SPAWANIE
Spawanie jako dział technologii łączenia materiałów obejmuje procesy trwałego łączenia metali oraz procesy pokrewne, wykorzystujące urządzenia spawalnicze do innych celów.
Слайд 2
Описание слайда:
SPAWANIE
Jako ogólne spawalnicze procesy łączenia wyróżnia się podział na:
- spawanie
- zgrzewanie
- lutowanie
Слайд 3
Описание слайда:
SPAWANIE
W wyniku spawalniczych metod łączenia tworzyw konstrukcyjnych uzyskuje się połączenie o fizycznej ciągłości.
Dotyczy to zarówno łączenia metali w stanie ciekłym jak i w stanie stałym, a także spawania i zgrzewania tworzyw niemetalicznych.
Charakterystyczną cechą procesu spawania jest topienie metalu, tj. spawanie polega na stopieniu brzegów materiału rodzimego w miejscu łączenia, przeważnie z podaniem materiału dodatkowego.
Слайд 4
Описание слайда:
OZNACZENIA METOD SPAWANIA
111 - spawanie łukowe ręczne elektrodą
otuloną
ang. shielded metal arc welding - SMAW
manual metal arc welding - MMA
121 - spawanie łukiem krytym drutem
elektrodowym SAW
311 - spawanie acetylenowo-tlenowe
Слайд 5
Описание слайда:
OZNACZENIA METOD SPAWANIA
131 - spawanie metodą MIG (GMA) ang. (Metal Inert Gas)
spawanie elektrodą topliwą w osłonie gazów
obojętnych
gazy obojętne argon i hel
135 - spawanie metodą MAG (GMA) ang. (Metal Active Gas)
spawanie elektrodą topliwą w osłonie gazów
aktywnych
gazy osłonowe aktywne – dwutlenek węgla lub jego
mieszaninę z argonem.
141 - spawanie metodą TIG (GTAW)
(ang. tungsten inert gas)
spawanie nietopliwą elektrodą wolframową
w osłonie gazów obojętnych
Слайд 6
Описание слайда:
SPAWANIE
Przykładowe oznaczenia niektórych metod są następujące:
111 - spawanie łukowe ręczne elektrodą otuloną
121 - spawanie łukiem krytym drutem elektrodowym
131 - spawanie metodą MIG (GMA)
135 - spawanie metodą MAG (GMA)
141 - spawanie metodą TIG (GTA)
311 - spawanie acytylenowo - tlenowe
21 - zgrzewanie punktowe
221 - zgrzewanie liniowe za zakładkę
912 - lutowanie twarde płomieniowe
943 - lutowanie miękkie piecowe
Слайд 7
Описание слайда:
SPAWANIE
MIG/MAG
Podczas spawania metodami MIG / MAG, łuk elektryczny jarzy się między elektrodą, mająca postać ciągłego drutu, a spawanym materiałem. Łuk stapia materiał podstawowy ze spoiwem tworząc spoinę.
Podczas całego procesu spawalniczego drut jest nieprzerwanie transportowany z podajnika przez uchwyt spawalniczy, podobnie jak gaz ochronny.
Metody spawalnicze MIG oraz MAG różnią się pomiędzy sobą tym, że w metodzie MIG (spawanie elektrodą topliwą w osłonie atmosfery gazu obojętnego) wykorzystywany jest obojętny gaz ochronny, który nie uczestniczy w procesie spawalniczym, natomiast w MAG (spawanie elektrodą topliwą w osłonie gazu aktywnego), jako osłonę wykorzystuje się gazy aktywne biorące udział w procesie spawania
Слайд 8
Описание слайда:
SPAWANIE
Zazwyczaj gaz ochronny zawiera aktywny chemicznie dwutlenek węgla lub tlen i dlatego spawanie metodą MAG jest daleko bardziej rozpowszechnione aniżeli metoda MIG.
W rzeczywistości termin MIG często stosowany jest zupełnie przypadkowo w powiązaniu ze spawaniem metodą MAG.
Слайд 9
Описание слайда:
SPAWANIE
Nowoczesną odmianą jest synergiczne spawanie metodami MIG/MAG Regulacja synergiczna lub regulacja jednym pokrętłem oznacza, że prędkość posuwu drutu spawalniczego jest związana z wielkością napięcia oraz innymi parametrami. Ułatwia to odnalezienie wartości parametrów spawalniczych, ponieważ tylko jedno pokrętło jest używane do wyregulowania mocy.
Regulacja jest prosta dzięki zadanym krzywym synergicznym, które są zapisane w pamięci panela kontrolnego. Do krzywych synergicznych może być również wprowadzona grubość spawanego materiału, co dodatkowo ułatwia dobór oraz regulację parametrów spawalniczych.
Слайд 10
Описание слайда:
SPAWANIE
Synergiczne spawanie metodami MIG/MAG
Regulacja synergiczna lub regulacja pokrętłem oznacza, że prędkość posuwu drutu spawalniczego jest związana z wielkością napięcia oraz innymi parametrami.
Ułatwia to odnalezienie wartości parametrów spawalniczych, ponieważ tylko jedno pokrętło jest używane do wyregulowania mocy.
Regulacja jest prosta dzięki zadanym krzywym synergicznym, które są zapisane w pamięci panela kontrolnego. Do krzywych synergicznych może być również wprowadzona grubość spawanego materiału, co dodatkowo ułatwia dobór oraz regulację parametrów spawalniczych.
Слайд 11
Описание слайда:
METODA 111 MMA
Metoda Spawania Łukowego przy pomocy topliwej elektrody metalowej pokrytej otuliną topnika
Слайд 12
Описание слайда:
METODA 111 MMA
Слайд 13
Описание слайда:
METODA 111 MMA
Слайд 14
Описание слайда:
METODA 111 MMA
Metoda Spawania Łukowego przy pomocy topliwej elektrody metalowej pokrytej otuliną topnika. . Prąd elektryczny (stały lub przemienny, stosownie do potrzeb) wytwarza łuk elektryczny pomiędzy elektrodą i łączonymi metalami.
W czasie spawania otulina rozkłada się pod wpływem wysokiej temperatury dając substancje gazowe, które służą za gaz osłonowy oraz żużel.
Слайд 15
Описание слайда:
METODA 111 MMA
Obydwa z powyższych chronią spoinę przed wpływem powietrza atmosferycznego.
Żużel dodatkowo pokrywa spoinę zmniejszając szybkość jej stygnięcia. Ze względu na uniwersalność metody i prostotę użytego sprzętu oraz prowadzenia procesu, spawanie elektrodami otulonymi jest jedną z najpopularniejszych metod spawalniczych.
Jest dominującą metodą w przemyśle konserwacyjnym i naprawczym. pozostaje szeroko wykorzystywaną metodą w budowie konstrukcji stalowych i produkcji przemysłowej, stosowana głównie do spawania stali i żelaza.
Слайд 16
Описание слайда:
METODA 111 MMA
Слайд 17
Описание слайда:
METODA 111 MMA
Aby zajarzyć łuk elektryczny należy zetknąć elektrodę z przedmiotem i szybko ją cofnąć, aby uniknąć jej przyklejenia. Inną znaną techniką jest pocieranie elektrody o spawany metal w sposób podobny do zapalania zapałki. Łuk elektryczny powoduje topienie metalu podłoża oraz elektrody, której krople wpadają do jeziorka spawalniczego - małego obszaru stopionego metalu podłoża.
Слайд 18
Описание слайда:
METODA 111 MMA
Слайд 19
Описание слайда:
METODA 111 MMA
W czasie topnienia elektrody rozkładają się związki chemiczne zawarte w otulinie elektrody tworząc gazowe produkty, których obłok chroni stopiony metal przed utlenianiem i zanieczyszczeniem spowodowanym składnikami atmosfery.
Dodatkowo część składników otuliny stapia się tworząc płynny żużel, pokrywający krople metalu wędrujące z elektrody.
Слайд 20
Описание слайда:
METODA 111 MMA
Żużel następnie wypływa na powierzchnię stopionego metalu i krzepnie tworząc na jego powierzchni płaszcz chroniący przed dalszym utlenianiem podczas chłodzenia spoiny.
Żużel należy następnie usunąć z ostygłej spoiny przez ostukiwanie go specjalnym młotkiem. W czasie spawania należy sukcesywnie wymieniać końcówki elektrod na nowe elektrody i usuwać żużel.
Слайд 21
Описание слайда:
METODA 111 MMA
Właściwa technika spawania zależy od elektrody, składu metalu spawanego oraz pozycji i rodzaju kładzionego spawu. Wybór elektrody i pozycji spawania determinuje prędkość spawania. Spoiny w pozycji podolnej wymagają najmniej umiejętności i mogą być wykonywane przy pomocy elektrod, które szybko się topią lecz powoli krzepną.
Слайд 22
Описание слайда:
METODA 111 MMA
To umożliwia zwiększenie szybkości spawania. Spoiny nachylone, pionowe lub w pozycji pułapowej wymagają większych umiejętności spawacza oraz często wymuszają stosowanie specjalnych elektrod (szybciej krzepnących), aby uniknąć wylewania się metalu z jeziorka spawalniczego.
Jednakże elektrody takie zwykle topią się wolniej, co wydłuża czas konieczny do położenia spoiny.
Слайд 23
Описание слайда:
Do podstawowych parametrów spawania elektrodą otuloną należą
Natężenie prądu spawania dobiera się zazwyczaj na podstawie danych katalogowych producenta. Parametr ten w największym stopniu decyduje o energii cieplnej łuku, a więc głębokości wtopienia i prędkości stapiania.
Przy stałej średnicy elektrody, ze wzrostem natężenia prądu, wzrasta temperatura plazmy łuku, wzrasta wydajność stapiania i ilość stapianego metalu spawanego oraz głębokość, szerokość i długość jeziorka spoiny.
Dobór natężenia prądu spawania zależy od rodzaju spawanego materiału, rodzaju elektrody, jej średnicy, rodzaju prądu, pozycji spawania oraz techniki układania poszczególnych ściegów spoiny.
Слайд 24
Описание слайда:
METODA 111 MMA
NAPIĘCIE ŁUKU proporcjonalne jest do długości łuku i wywiera wyraźny wpływ na charakter przenoszenia metalu w łuku, prędkość spawania i efektywność układania stopiwa.
Ze wzrostem napięcia łuku wzrasta jego energia i w efekcie objętość jeziorka spoiny. Szczególnie wyraźnie zwiększa się szerokość i długość jeziorka. Przy stałym natężeniu prądu podwyższenie napięcia łuku nieznacznie wpływa na głębokość wtopienia. Długość łuku regulowana jest przez operatora i zależy od jego umiejętności manualnych i percepcji wizualnej.
Dobór napięcia łuku zależy od rodzaju elektrody, pozycji spawania, rodzaju i natężenia prądu oraz techniki układania ściegów spoiny.
Слайд 25
Описание слайда:
METODA 111 MMA
PREDKOŚĆ SPAWANIA jest prędkością, z jaką elektroda przesuwana jest wzdłuż złącza spawanego.
Prędkość spawania rozpatrywana może być jako prędkość przemieszczania się końca elektrody, ale również jako prędkość wykonania jednego metra złącza i wtedy uwzględnione są wszystkie czasy pomocnicze, np. czas wymiany elektrody, oczyszczania poprzedniego ściegu itd.
Слайд 26
Описание слайда:
METODA 111 MMA
ŚREDNICA ELEKTRODY OTULONEJ decyduje o gęstości prądu spawania, a przez to o kształcie ściegu spoiny, głębokości wtopienia i możliwości spawania w pozycjach przymusowych.
Zwiększenie średnicy elektrody, przy stałym natężeniu prądu, prowadzi do obniżenia głębokości wtopienia i zwiększenia szerokości spoiny.
Prawidłowo dobrana średnica elektrody to ta, przy której dla prawidłowego natężenia prądu i prędkości spawania uzyskuje się spoinę o wymaganym kształcie i wymiarach, w możliwie najkrótszym czasie.
Слайд 27
Описание слайда:
METODA 111 MMA
POCHYLENIE ELEKTRODY względem złącza pozwala na regulację kształtu spoiny, głębokości wtopienia, szerokości lica i wysokości nadlewu.
Pochylenie elektrody w kierunku przeciwnym do kierunku spawania powoduje, że siła dynamiczna łuku wciska ciekły metal jeziorka do przodu i maleje głębokość wtopienia, a wzrasta wysokość i szerokość lica.
Pochylenie elektrody w kierunku spawania powoduje, że ciekły metal wciskany jest do tylnej części jeziorka, wzrasta głębokość wtopienia, a maleje szerokość i wysokość lica.
Слайд 28
Описание слайда:
METODA 111 MMA
Слайд 29
Описание слайда:
METODA 111 MMA
Najczęstszymi wadami spawalniczymi ujawniającymi się w spoinach wykonanych metodą SMAW są rozpryski, porowatość spoiny, wady przetopu i pęknięcia.
Rozpryski, choć nie osłabiają połączenia, wpływają negatywnie na jego wygląd i zwiększają koszt czyszczenia.
Mogą być spowodowane przez nadmierny prąd, zbyt długi łuk lub ugięcie łuku (występujących dla dużych prądów spawania).
Слайд 30
Описание слайда:
METODA 111 MMA
Слайд 31
Описание слайда:
METODA 111 MMA
Слайд 32
Описание слайда:
METODA 111 MMA
Ugięcie łuku może również powodować porowatość spoiny, podobnie jak uczynić może zanieczyszczenie spawu, duża prędkość spawania i zbyt długi łuk, zwłaszcza dla elektrod niskowodorowych. Porowatość, często niewidoczna bez stosowania zaawansowanych metod badań jest poważnym problemem, gdyż może osłabiać spoinę. Kolejnym defektem gotowego złącza jest słabe stopienie, które jest zwykle dobrze widoczne. Może być powodowane przez niski prąd, zanieczyszczenie spawanych powierzchni, lub użycie nieprawidłowej elektrody.
Слайд 33
Описание слайда:
METODA 111 MMA
Spawanie elektrodami otulonymi, jak każda metoda spawania, może być niebezpieczna, jeśli nie zostaną podjęte odpowiednie czynności zapobiegawcze.
W metodzie tej stosuje się nieosłonięty łuk elektryczny, stwarzający ryzyko oparzeń.
Aby temu zapobiec stosuje się środki ochrony osobistej w postaci skórzanych rękawic i koszuli z długim rękawem.
Слайд 34
Описание слайда:
METODA 111 MMA
Płytkiej penetracji, kolejnemu zagrożeniu dla własności mechanicznych złącza, można zaradzić przez zmniejszenie prędkości spawania, zwiększenie prądu lub zastosowanie cieńszej elektrody. Wszystkie z powyższych defektów mogą przyczyniać się do zwiększenia podatności spawu na pękanie, lecz liczą się też inne czynniki. Wysoka zawartość węgla, składników stopowych lub siarki może prowadzić do pękania, zwłaszcza, jeśli nie są stosowane podgrzewanie przed spawaniem i elektrody o obniżonej zawartości wodoru.
Co więcej, spawane przedmioty nie powinny być zbyt mocno umocowane przed odkształceniami w czasie spawania, gdyż wprowadza to naprężenia szczątkowe do złącza i może powodować pękanie w czasie chłodzenia i kurczenia spawu.
Слайд 35
Описание слайда:
METODA 111 MMA
Слайд 36
Описание слайда:
METODA 111 MMA
Слайд 37
Описание слайда:
METODA 111 MMA
Silne promieniowanie widzialne w okolicy łuku elektrycznego i stygnącej spoiny może powodować ślepotę śnieżną.! Jest to oparzenie rogówki oka spowodowane promieniowaniem nadfioletowym występujące również wraz z poparzeniem siatkówki.
Aby zapobiec ekspozycji oczu na szkodliwe promieniowanie używa się tarcz ochronnych lub hełmów ze szklanym filtrem osłabiającym intensywność światła i blokującym ultrafiolet.
W ostatnich czasach zaczęto produkować hełmy z filtrem samoczynnie ściemniającym się pod wpływem dużych ilości promieniowania UV.
Слайд 38
Описание слайда:
METODA 111 MMA
Слайд 39
Описание слайда:
METODA 111 MMA
Parujące metale i substancje zawarte w otulinie elektrody narażają spawaczy na niebezpieczne gazy i aerozole lub dymy. Wytwarzane na miejscu spawania dymy zawierają cząsteczki różnych tlenków.
Rozmiar cząsteczek ma wpływ na ich toksyczność - mniejsze stwarzają większe zagrożenie Dodatkowo w okolicy łuku elektrycznego mogą tworzyć się gazy, takie jak dwutlenek węgla lub ozon, będące gazami toksycznymi - należy więc stosować wentylację o odpowiedniej wydajności.
Niektóre nowoczesne maski i hełmy spawalnicze posiadają elektryczny wentylator pomagający rozwiewać szkodliwe opary.
Слайд 40
Описание слайда:
METODA 111 MMA
Spawanie elektrodą otuloną jest często stosowane do łączenia stali węglowych oraz nisko- i wysokostopowych, stali nierdzewnych, żeliwa i żeliwa sferoidalnego. Metale nieżelazne takie jak miedź, nikiel i ich stopy i w rzadkich przypadkach aluminium są spawane tą metodą rzadziej.
Minimalna grubość spawanego materiału jest zależna głównie od umiejętności spawacza, lecz rzadko schodzi poniżej 1,5 mm. Górna granica grubości nie istnieje.
Dzięki odpowiedniemu przygotowaniu złącza i wielu przebiegom można spawać materiały o praktycznie nieograniczonej grubości. Co więcej, metodę w zależności od używanej elektrody i umiejętności spawacza można stosować w każdej pozycji.
Слайд 41
Описание слайда:
METODA 111 MMA
Prostownik spawalniczy do spawania elektrodami otulonymi.
Preferowana polaryzacja systemu zależy głównie od używanej elektrody i pożądanych właściwości gotowego złącza.
Prąd stały z ujemnie naładowaną elektrodą, powoduje powstawanie większości ciepła na elektrodzie, zwiększając tempo jej topnienia i zmniejszając głębokość spoiny.
Odwrócenie polaryzacji, zwiększa penetrację spoiny, jako że większość ciepła wydziela się na spawanym przedmiocie. Spawanie prądem zmiennym, gdzie polaryzacja zmienia się 100 razy w ciągu sekundy, daje równy rozkład ciepła i zapewnia kompromis pomiędzy topnieniem elektrody i penetracją spoiny.
Слайд 42
Описание слайда:
METODA 111 MMA
Spawarki posiadają stały prąd na wyjściu, zapewniający względnie stałe ciepło spawania, nawet przy zmiennej długości łuku i napięcia.
To ważne, ponieważ większość zastosowań metody to spawanie ręczne, wymagające od spawacza trzymania uchwytu.
Utrzymanie odpowiednio stabilnego łuku jest trudne jeśli stosuje się stałonapięciową spawarkę, ponieważ powoduje ona duże wahania ciepła i czyni spawanie trudniejszym.
Doświadczeni spawacze wykonujący skomplikowane spoiny mogą regulować natężenie prądu przez skracanie i wydłużanie łuku, ponieważ prąd nie utrzymuje zupełnie stałej wartości.
Слайд 43
Описание слайда:
METODA 111 MMA
Typowy sprzęt do spawania elekrodami otulonymi składa się z transformatora obniżającego napięcie oraz prostownika (w modelach stałoprądowych). Spawarki zwykle obniżają napięcie zasilania na stronie wtórnej zwiększając natężenie prądu. W rezultacie zamiast przykładowo 230 V przy 50 A uzyskuje się napięcie rzędu 17-45 V przy natężeniach dochodzących do 600 A.
Слайд 44
Описание слайда:
METODA 111 MMA - spawarka
Слайд 45
Описание слайда:
METODA 111 MMA - uchwyt spawalniczy, elektrody
Слайд 46
Описание слайда:
METODA 111 MMA
Ten sam efekt mogą dawać różne typy transformatorów, w tym wielocewkowe i falowniki, każdy używający innej metody do sterowania prądem spawania.
Wielocewkowe dostosowują prąd przez zmianę liczby zwojów uzwojenia lub przez zróżnicowanie odległości pomiędzy uzwojeniem pierwotnym i wtórnym (w transformatorach z ruchomym uzwojeniem lub ruchomym rdzeniem). Falowniki, mniejsze i łatwiej przenośne, stosują komponenty elektroniczne do zmiany charakterystyki prądu.
Слайд 47
Описание слайда:
ELEKTRODY
Wybór elektrody do spawania zależy od szeregu czynników, w tym od rodzaju spawanego materiału, pozycji spawania i pożądanych właściwości spawu.
Elektroda jest pokryta otuliną, która rozkłada się dając topniki, gazy osłaniające rejon spawania od wpływu atmosfery, odtleniacze oczyszczające spaw, żużel ochraniający spoinę i spowalniający jej stygnięcie, związki zwiększające stabilność łuku i ułatwiające jego zajarzenie oraz wzbogacające spoinę w dodatki stopów.
Слайд 48
Описание слайда:
METODA 111 MMA
Elektrody można podzielić na trzy grupy - szybkotopniejące
szybkokrzepnące , dostarczają szybkokrzepnącego metalu, który umożliwia spawanie w różnych pozycjach, zapobiegając wypływaniu stopionego metalu z jeziorka spawalniczego
pośrednia kategoria to elektrody, które zapewniają kompromis pomiędzy szybkością topnienia oraz krzepnięcia, topią się szybko, umożliwiając zwiększenie prędkości spawania,
Слайд 49
Описание слайда:
METODA 111 MMA
Otulina elektrody składa się z różnych związków, w tym rutylu, fluorku wapnia, celulozy i pyłu żelaza.
Elektrody rutylowe, pokryte otuliną z 25-45% TiO2 charakteryzują się łatwością spawania i dobrym wyglądem gotowej spoiny. Jednakże spoiny powstałe przy ich pomocy zawierają dużo wodoru, co zwiększa kruchość i podatność na pękanie - z tego powodu można nimi spawać tylko dobrze spawalne stale. Można nimi spawać we wszystkich pozycjach, prądem stałym lub przemiennym.
Слайд 50
Описание слайда:
METODA 111 MMA
Elektrody zawierające fluorek wapnia, czasem zwane zasadowymi lub niskowodorowymi są higroskopijne i wymagają przechowywania w suchych warunkach oraz suszenia przed użyciem. Mogą być stosowane we wszystkich pozycjach, przeważnie z użyciem prądu stałego (plus na elektrodzie). Spoiny wykonane tymi elektrodami są bardzo mocne, dlatego są stosowane do spawania grubych przekrojów w sztywnych konstrukcjach. Powierzchnia spoiny jest wypukła i szorstka.
Слайд 51
Описание слайда:
METODA 111 MMA
Elektrody celulozowe ; zawierają duże ilości palnych związków organicznych, dają duże ilości gazów i cienką warstwę żużla.
Nie należy ich stosować w słabo wentylowanych przestrzeniach. Zapewniają one głębokie wtopienie, lecz wytrzymałość spoiny nie jest duża. Można nimi spawać zarówno prądem stałym jak i przemiennym.
Proszek żelaza jest częstym dodatkiem do wszystkich rodzajów elektrod zwiększającym wydajność spawania, czasem nawet aż dwukrotnie.
Слайд 52
Описание слайда:
Oznaczenie elektrod według norm
PN EN 499 :Elektrody otulone do ręcznego spawania łukowego stali niestopowych i drobnoziarnistych
PN-EN 757 : Elektrody otulone do ręcznego spawania łukowego stali o wysokiej wytrzymałości
PN-EN 1599 : Elektrody otulone do ręcznego spawania łukowego stali żarowytrzymałych
PN-EN 1600 : Elektrody otulone do ręcznego spawania łukowego stali nierdzewnych i żaroodpornych
Слайд 53
Описание слайда:
SYMBOL RODZAJU OTULINY
E 46 6 (2Ni) B 3 2 H5
E : symbol elektrody otulonej do ręcznego
spawania łukowego
Слайд 54
Описание слайда:
SYMBOL RODZAJU OTULINY
E 46 6 (2Ni) B 3 2 H5
46 : wytrzymałość i wydłużenie stopiwa.
Symbol, 35. 38. 42. 46. 50.
Minimalna granica plastyczności (N/mm²) 355. 380. 420. 460. 500
Wytrzymałość na rozciąganie(N/mm²)
440 do 570 , 470 do 600, 500 do 640 , 530 do 650 , 560 do 720
Minimalne wydłużenie(%) 22, 20, 18
Слайд 55
Описание слайда:
SYMBOL RODZAJU OTULINY
E 46 6 (2Ni) B 3 2 H5
2Ni : symbol składu chemicznego stopiwa
Bez oznaczenia 2,0 Mo 1,4 Mn Mo > 1,4 - 2,0 0,3 – 0,6
1Ni 1.4 0,6 – 1,2
2Ni 1.4 1,8 – 2,6
3Ni 1.4 >2,6 – 3,8
Mn1Ni >1,4 – 2,0 0 , 6 – 1,2
1NiMo 1,4 0,3 – 0,6 0,6 – 1,2
Z każdy inny uzgodniony skład chemiczny
Слайд 56
Описание слайда:
SYMBOL RODZAJU OTULINY
E 46 6 (2Ni) B 3 2 H5
B : Symbol rodzaju otuliny
A otulina kwaśna
B otulina zasadowa
C otulina celulozowa
R otulina rutylowa
RA otulina rutylowo-kwaśna
RB otulina rutylowo-zasadowa
RC otulina rutylowo-celulozowa
RR otulina rutylowo-gruba
Слайд 57
Описание слайда:
SYMBOL RODZAJU OTULINY
E 46 6 (2Ni) B 3 2 H5
3 : Symbole uzysku stopiwa i rodzaju prądu spawania
WYDAJNOŚĆ PRĄD
1 - ≤105 % przemienny i stały
2 - ≤105 % stały
3 - >105 ; ≤125 % przemienny i stały
4 - >105 ; ≤125 % stały
5 > 125 ; ≤160 % przemienny i stały
6 > 125 ; ≤180 % stały
7 > 160 % przemienny i stały
8 > 160 % stały
Слайд 58
Описание слайда:
SYMBOL RODZAJU OTULINY
E 46 6 (2Ni) B 3 2 H5
2 : symbol charakteryzujący pozycje spawania
Symbol Pozycja
1 wszystkie pozycje
2 wszystkie pozycje z wyjątkiem pionowej z góry na dół.
3 pozycja podolna w przypadku dla spoiny czołowej,
podolna i naboczna w przyp. dla spoiny pachwinowej
4 pozycja podolna w przypadku dla spoiny czołowej,
pozycja podolna w przypadku spoiny pachwinowej
5 pozycja pionowa z góry na dół
Слайд 59
Описание слайда:
SYMBOL RODZAJU OTULINY
E 46 6 (2Ni) B 3 2 H5
H5 : Symbol zawartości wodoru w stopiwie
Zawartości wodoru w ml/100 g stopiwa max
H5 5
H10 10
H15 15
Слайд 60
Описание слайда:
PRZYGOTOWANIE SPOIN
Слайд 61
Описание слайда:
Oznaczenia egzaminu spawacza wg . PN-EN 287
lub PN-EN ISO 9606
Слайд 62
Описание слайда:
Pozycje spawania wg PN-EN ISO 6947
Слайд 63
Описание слайда:
Pozycje spawania wg PN-EN ISO 6947
Слайд 64
Описание слайда:
Pozycje spawania wg PN-EN ISO 6947
Слайд 65
Описание слайда:
Pozycje spawania wg PN-EN ISO 6947
Слайд 66
Описание слайда:
Pozycje spawania wg PN-EN ISO 6947
Слайд 67
Описание слайда:
Pozycje spawania wg PN-EN ISO 6947
Слайд 68
Описание слайда:
Pozycje spawania wg PN-EN ISO 6947
Слайд 69
Описание слайда:
Pozycje spawania wg PN-EN ISO 6947
Слайд 70
Описание слайда:
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
Przykład oznaczenia:
Wyjaśnienie oznaczeń:
1.Norma według której odbył się egzamin:
PN-EN 287-1:2007 Stal
PN-EN 9606-2 Aluminium i stopy aluminium
PN-EN 9606-3 Miedź i stopy miedzi
PN-EN 9606-4 Nikiel i stopy niklu
PN-EN 9606-5 Tytan i stopy tytanu, cyrkon i stopy cyrkonu
Слайд 71
Описание слайда:
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
2. Numery odniesienia procesów spawania
wg PN-EN ISO 4063
(najbardziej popularne metody spawania)
111 spawanie łukowe elektrodą otuloną MMA
114 spawanie łukowe samoosłonowym drutem proszkowym
121 spawanie łukiem krytym drutem elektrodowym
131 spawanie metodą MIG
135 spawanie metodą MAG
136 spawanie w osłonie gazu aktywnego drutem proszkowym
137 spawanie w osłonie gazu obojętnego drutem proszkowym
141 spawanie metodą TIG
15 spawanie plazmowe
311 spawanie acetylenowo-tlenowe
3. Rodzaje złącza egzaminacyjne
P blacha
T rura
4. Rodzaj spoiny
BW spoina czołowa
FW spoina pachwinowa
Слайд 72
Описание слайда:
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
5. Grupy materiałowe wg. ISO/TR 15608
Grupa 1
1.1 Stale o minimalnej granicy plastyczności ReH ≤ 275 N/mm2
1.2 Stale o minimalnej granicy plastyczności 275 N/mm2 < ReH ≤ 360 N/mm2
1.3 Drobnoziarniste stale normalizowane o ReH > 360 N/mm2
1.4 Stale o podwyższonej odporności na korozję
2. Drobnoziarniste stale przerobione termo-mechanicznie i staliwa o minimalnej
granicy plastyczności ReH > 360 N/mm2
3. Stale ulepszane cieplnie i utwardzane dyspersyjnie za wyjątkiem stali
nierdzewiejących o ReH > 360 N/mm2
4. Stale Cr-Mo-(Ni) z niską zawartością wanadu, o zawartości Mo ≤ 0,7% i V ≤ 0,1%
5. Stale Cr-Mo bez zawartości wanadu i o zawartości C ≤ 0,35%
6. Stale Cr-Mo-(Ni) z dużą zawartością wanadu
7. Stale ferrytyczne, martenzytyczne lub utwardzane dyspersyjnie stale nierdzewiejące
o zawartości C ≤ 0,35% i 10,5% ≤ Cr ≤ 30%
8. Stale austenityczne
Stale niklowe o zawartości Ni ≤ 3,0%
Stale niklowe o zawartości 3,0% < Ni ≤ 8,0%
9.3 Stale niklowe o zawartości 8,0% < Ni ≤ 10,0%
10 Nierdzewne stale austenityczno-ferrytyczne (stale Duplex)
11 Stale objęte grupą 1 oprócz zawartości 0,25% < C 0,5%
Слайд 73
Описание слайда:
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
6. Materiał dodatkowy
nm bez materiału dodatkowego
A otulina kwaśna
B otul. zasadowa lub drut proszkowy zasadowy
C otulina celulozowa
M drut proszkowy z proszkiem metalicznym
P drut proszkowy rutylowy - z szybko krzepnącym żużlem
R otul. rutylowa lub drut proszkowy rutylowy - z wolno krzepnącym żużlem
RA otulina rutylowo-kwaśna
RB otulina rutylowo-zasadowa
RC otulina rutylowo-celulozowa
RR otulina rutylowa (grubootulona)
S drut lity lub pręt
V drut proszkowy rutylowy lub zasadowo/fluorkowy
W drut proszkowy zasadowo/fluorkowy, z wolno krzepnącym żużlem
Z druty proszkowe innego typu
Y drut proszkowy zasadowo/fluorkowy, z szybko krzepnącym żużlem
Слайд 74
Описание слайда:
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
7. Grubość złącza egzaminacyjnego blachy lub ścianki rury t [mm]
t - 8mm
8. Średnica zewnętrzna rury złącza egzaminacyjnego D [mm]
D - 150mm 9.
9. Pozycje spawania wg PN-EN ISO 6947
PA podolna
PB poboczna
PC naścienna
PD okapowa
PF pionowa, z dołu do góry
PG pionowa, z góry na dół
H-L045 Rura, Oś: pochylona; Spoina: z dołu do góry
J-L045 Rura, Oś: pochylona; Spoina: z góry na dół
Слайд 75
Описание слайда:
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
10. Sposób wykonania złącza egzaminacyjnego
Bs spawanie dwustronne
ss spawanie jednostronne
nb spawanie bez podkładki
mb spawanie na podkładce
sl spawanie jednościegowe
(tylko dla spoin pachwinowych)
ml spawanie wielościegowe
(tylko dla spoin pachwinowych)
rw spawanie techniką w prawo
(tylko dla metody 311)
lw spawanie techniką w lewo
(tylko dla spoin pachwinowych)
Слайд 76
Описание слайда:
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
Слайд 77
Описание слайда:
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
Слайд 78
Описание слайда:
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
Слайд 79
Описание слайда:
Oznaczenia egzaminu spawacza wg PN-EN 287 lub PN-EN ISO 9606
Слайд 80
Описание слайда:
Слайд 81
Описание слайда:
METODA SPAWANIA TIG 141
Слайд 82
Описание слайда:
TIG 141
Spawanie metoda TIG (Tungsten Inert Gas) jest metodą spawania nietopliwą elektrodą wolframową w osłonie gazów obojętnych np. argon lub hel.
TIG to technika zapewniająca wysoką jakość, ale kosztem niewielkiej prędkości spawania.
Слайд 83
Описание слайда:
TIG
Слайд 84
Описание слайда:
TIG 141
Слайд 85
Описание слайда:
TIG 141
Слайд 86
Описание слайда:
TIG 141
Podczas spawania metodą TIG –elektroda nie topi się, a jedynie działa jako przewodnik prądu i podtrzymuje łuk.
Rozgrzana elektroda wolframowa i stopiona końcówka metalu wypełniającego są chronione przed atmosferą przez strumień gazu obojętnego. Zazwyczaj używany jest argon, ale zastosowanie mieszaniny argonu z helem, lub argonu z wodorem przynosi korzyści produkcyjne.
Слайд 87
Описание слайда:
TIG 141
Elektroda nie stapia się, a spawacz utrzymuje stałą długość łuku. Wartość natężenia prądu jest nastawiana na źródle prądu.
Spoiwo zwykle jest dostępne w postaci drutu o długości 1m. Doprowadza się je w miarę potrzeby do przedniego brzegu jeziorka. Jeziorko jest osłaniane przez gaz obojętny wypierający powietrze z obszaru łuku.
Jako gaz ochronny najczęściej stosowany jest argon.
Слайд 88
Описание слайда:
METODA SPAWANIA TIG 141
Слайд 89
Описание слайда:
TIG 141
Gazy osłonowe chronią obszar spawania przed gazami atmosferycznymi, takimi jak tlen, azot i para wodna.
W zależności od rodzaju spawanych materiałów, gazy atmosferyczne mogą obniżać jakość spoiny lub utrudniać proces spawania.
Слайд 90
Описание слайда:
TIG 141
W przypadku spawania cienkiej blachy można stosować spawanie metodą TIG bez metalu wypełniającego.
W przypadku grubszych elementów lub łączenia różnych materiałów używany jest metal wypełniający w formie pręta, lub drutu podawanego przez osobne urządzenie.
Normalnie podczas spawania metodą TIG łuk jest swobodny, aczkolwiek wariant znany jako spawanie plazmowe wykorzystuje dyszę pomocniczą, która zwęża łuk.
Слайд 91
Описание слайда:
Podstawowe parametry
spawania TIG
rodzaj i natężenie prądu
napięcie łuku
prędkość spawania
rodzaj i natężenie przepływu gazu ochronnego
rodzaj materiału i średnica elektrody nietopliwej
średnica (wymiary) materiału dodatkowego
Слайд 92
Описание слайда:
stosowane parametry technologiczne
natężenie: 5–600 A w trybie ciągłym lub impulsowym
napięcie: 10–30 V
prędkość spawania: 0,04–0,4 m/min
średnica elektrody: 0,5–8,0 mm
natężenie przepływu gazu ochronnego:
5–20 l/min
dla TIG AC: częstotliwość prądu przemiennego: 60–200 Hz
dla TIG AC: balans prądu przemiennego skala europejska −45% do + 45%
Слайд 93
Описание слайда:
Zalety TIG 141
najlepsza ze wszystkich metod spawania jakość połączeń
możliwość zrobotyzowania
spawanie elementów o szerokim zakresie grubości (jedyna metoda do napawania i spawania artystycznego detali poniżej 1 mm grubości; tylko w trybie impulsowym z łukiem prowadzącym służącym do lepszego celowania w miejsce wykonania spoiny)
możliwość spawania we wszystkich pozycjach
Слайд 94
Описание слайда:
TIG 141
W niektórych typach spoin szczególnie pachwinowych oraz przy spawaniu rur pod katem może się okazać ze standardowa dysza gazowa i maksymalna długość wysunięcia elektrody wolframowej może uniemożliwić poprawne prowadzenie łuku spawalniczego, rozwiązaniem tego problemu jest zastosowanie soczewki gazowej która umożliwia takie formowanie gazu osłonowego ze możliwe jest nawet dwukrotne wysuniecie elektrody wolframowej i tym samym dostęp do wcześniej niedostępnego obszaru.
Слайд 95
Описание слайда:
TIG 141
Слайд 96
Описание слайда:
TIG 141
Слайд 97
Описание слайда:
TIG 141
Слайд 98
Описание слайда:
Wady TIG 141
mała wydajność w przypadku spawania ręcznego (w praktyce rekompensowana jakością spoin)
konieczność stosowania dodatkowej osłony przed wiatrem przy spawaniu w przestrzeni otwartej
Слайд 99
Описание слайда:
TIG 141
Слайд 100
Описание слайда:
TIG 141
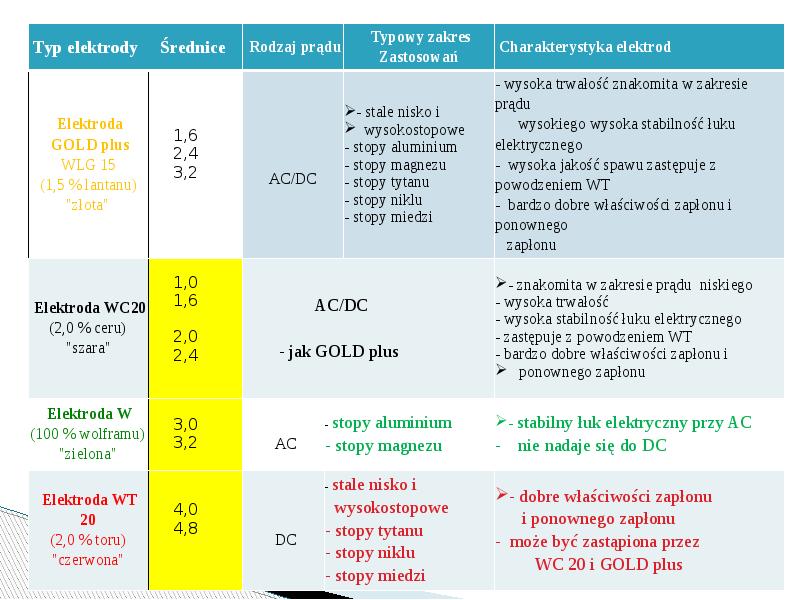
Oznaczenie elektrod nietopliwych
Elektroda czerwona: torowana.
Elektroda złota: lantanowana.
Elektroda biała: cyrkonowa.
Elektroda szara: cerowa.
Elektroda zielona: czysty wolfram.
Слайд 101
Описание слайда:
TIG 141
Слайд 102
Описание слайда:
TIG 141
Przed przystąpieniem do spawania należy dobrać podstawowe parametry spawania opisane niżej.
Łuk elektryczny zostaje zainicjowany albo poprzez potarcie elektrodą wolframową w materiał spawany albo bezdotykowo dzięki działaniu układu jonizatora.
W spawaniu TIG uchwyt spawalniczy jest pchany jedną ręką, podczas gdy druga podaje materiał dodatkowy w postaci pręta.
Ręczne podawanie spoiwa ma charakter przerywany i wymaga pewnej wprawy.
Po wstępnym nagrzaniu materiału nieruchomym uchwytem spawacz dosuwa pręt w jeziorko a następnie odsuwa pręt i przesuwa łuk w kierunku spawania.
Слайд 103
Описание слайда:
TIG 141
Rodzaj i biegunowość prądu spawania - proces spawania metodą TIG może odbywać się;
prądem stałym (TIG-DC)
prądem przemiennym (TIG-AC).
Przy spawaniu prądem stałym ilość ciepła na biegunie dodatnim stanowi około 70% całkowitego ciepła wydzielanego w łuku. Z tego względu aby uniknąć nadmiernego rozgrzewania się uchwytu i wydłużyć żywotność elektrody wolframowej przy spawaniu prądem stałym stosuje się biegunowość ujemną na elektrodzie
Слайд 104
Описание слайда:
Urządzenia do ręcznego spawania elektrodami nietopliwymi (urządzenia TIG) są oferowane jako źródła prądu stałego lub pulsującego (TIG-DC) o biegunowości ujemnej lub prądu przemiennego (TIG-AC). Praktycznie źródła prądu przemiennego mają również opcję prądu stałego/pulsującego a więc są oznaczane jako TIG-AC/DC.
Слайд 105
Описание слайда:
Spotyka się poniższe rodzaje spawarek TIG:
prostowniki spawalnicze - są źródłem prądu stałego - TIG DC. Urządzenia te są coraz rzadziej stosowane w spawaniu TIG.
spawarki inwertorowe (prostowniki inwertorowe, inwertory spawalnicze) - urządzenia te pracują jako TIG-DC oraz TIG-AC. Inwertor przekształca prąd o częstotliwości sieciowej 50Hz na prąd o wysokiej częstotliwości. Dzięki temu przemiana napięcia odbywa się w transformatorze o wysokiej częstotliwości i lekkiej konstrukcji. Spawarki inwertorowe są urządzeniami kosztownymi, ale dzięki swoim zaletom wyparły inne rodzaje źródeł prądu.
Слайд 106
Описание слайда:
TIG 141
Spawanie prądem stałym z biegunowością ujemną na elektrodzie nie nadaje się do łączenia aluminium i magnezu oraz ich stopów - używany jest wówczas prąd przemienny.
Obecnie w metodzie TIG-DC szeroko stosuje się jednokierunkowy prąd pulsujący z możliwością regulacji jego parametrów, dzięki czemu mamy wpływ na kształt spoiny i możliwość spawania cienkich blach.
Natomiast w metodzie TIG-AC w miejsce prądu przemiennego sinusoidalnego 50Hz stosowany jest prąd przemienny prostokątny, dający większą stabilność i kontrolę nad procesem spawania.
Слайд 107
Описание слайда:
TIG 141
Слайд 108
Описание слайда:
TIG 141
Слайд 109
Описание слайда:
TIG 141
Natężenie prądu spawania - jest parametrem bezpośrednio regulowanym w spawarce. Wartość natężenia prądu spawania dobierana jest w zależności od rodzaju i grubości spawanego materiału, średnicy i rodzaju elektrody nietopliwej, biegunowości prądu, rodzaju gazu osłonowego i pozycji spawania
Слайд 110
Описание слайда:
TIG 141
Слайд 111
Описание слайда:
TIG 141
Natężenie prądu decyduje o głębokości wtopienia i szerokości spoiny, ale z drugiej strony oddziałuje na temperaturę końca elektrody nietopliwej.
Wzrost natężenia prądu spawania zwiększa głębokość wtopienia i umożliwia zwiększenie prędkości spawania.
Nadmierne natężenie prądu powoduje, że koniec elektrody wolframowej ulega nadtopieniu i pojawia się niebezpieczeństwo powstania wtrąceń metalicznych w spoinie.
Слайд 112
Описание слайда:
TIG 141
Слайд 113
Описание слайда:
TIG 141
Rodzaj i średnica elektrody nietopliwej - podstawowym materiałem elektrod jest wolfram, jednak w celu zwiększenia trwałości elektrod, łatwości zajarzenia łuku i zwiększenia stabilności jarzenia się łuku stosuje się dodatki: toru, cyrkonu, ceru.
Dobór średnicy elektrody uwzględnia rodzaj, biegunowość i natężenie prądu spawania
Слайд 114
Описание слайда:
Слайд 115
Описание слайда:
CHARAKTERYSTYKA ELEKTROD
Слайд 116
Описание слайда:
TIG 141
Rodzaj i natężenie przepływu gazu osłonowego - najczęściej stosowanym gazem osłonowym jest argon lub mieszanka argon-hel,
rzadziej sam hel, który podnosi energię cieplną łuku i szybkość spawania, ale pogarsza stabilność łuku.
Natężenie przepływu gazu jest związane z jego rodzajem i natężeniem prądu.
W typowych warunkach natężenie przepływu argonu wynosi 8÷16 litrów/min.
Слайд 117
Описание слайда:
TIG 141
Prędkość spawania - to szybkość przemieszczania końca elektrody z jarzącym się łukiem.
Prędkość zależy od wielu czynników i prawidłowy jej dobór zależy od umiejętności spawacza.
Prędkość spawania wpływa na głębokość przetopienia i szerokość spoiny.
Zmieści się w zakresie 0,1÷0,3 m/min.
Слайд 118
Описание слайда:
TIG 141
Rodzaj i wymiary materiału dodatkowego (spoiwa) - spoiwo do spawania TIG może mieć postać drutu, pałeczki, taśmy lub wkładki stapianej bezpośrednio w złączu.
Do spawania ręcznego stosowane są druty lub pręty proste o średnicy 0,5÷8,0 mm i o długości 500÷1000mm.
Jako materiały dodatkowe do spawania TIG w większości przypadków stosowane są materiały o tym samym składzie chemicznym, co spawany materiał.
Слайд 119
Описание слайда:
TIG 141
W niektórych przypadkach konieczne jest zastosowanie materiału dodatkowego o innym składzie chemicznym niż spawany materiał, np. do spawania stali odpornych na korozję typu 9% Ni stosuje się stopy niklu; mosiądze spawa się brązami aluminiowymi, fosforowymi lub krzemowymi.
Zazwyczaj dąży się jednak do tego, aby materiał dodatkowy miał lepsze własności niż materiał spawany.
W metodzie TIG nie zawsze wymagane jest podawanie spoiwa - możliwe jest spajanie materiału tylko za pomocą stopienia samych krawędzi spawanych przedmiotów
Слайд 120
Описание слайда:
TIG 141
Pochylenie elektrody i spoiwa
- pochylenie elektrody i dodatkowego spoiwa w stosunku do wykonywanego złącza zależy m.in. od rodzaju złącza i spoiny oraz pozycji spawania.
Слайд 121
Описание слайда:
TIG 141
Слайд 122
Описание слайда:
TIG 141
Слайд 123
Описание слайда:
TIG 141
Слайд 124
Описание слайда:
TIG 141
Wskazówki technologiczne
Spawanie TIG wymaga szczególnie dokładnego oczyszczenia brzegów spawanych przedmiotów z wszelkich zanieczyszczeń, jak tlenki, rdza, zgorzelina, smary, farby itd. Stosuje się w tym celu czyszczenie mechaniczne, chemiczne i fizyczne. Spawanie TIG prowadzone może być we wszystkich pozycjach, ręcznie, półautomatycznie lub automatycznie. Spawane brzegi przedmiotów muszą być dokładnie przygotowane, tak aby nie ulegały odkształceniu w czasie spawania, zmieniając przez to np. odstęp i kąt ukosowania rowka spawalniczego.
Слайд 125
Описание слайда:
TIG 141
Слайд 126
Описание слайда:
TIG
Слайд 127
Описание слайда:
TIG Gazy osłonowe
Firmy dystrybucji gazów dysponują pełną ofertą standardowych mieszanin gazów osłonowych do spawania różnymi metodami wszystkich typowych materiałów.
Standardowe gazy są dostępne w butlach tradycyjnego rozmiaru z ciśnieniem 200 bar i 300 bar
Слайд 128
Описание слайда:
TIG Gazy osłonowe
Argon
Podstawową funkcją gazu osłonowego podczas spawania łukiem jest zabezpieczenie roztopionego i rozgrzanego metalu przed niszczącym działaniem otaczającego powietrza oraz zapewnienie odpowiednich warunków dla łuku. Jeżeli powietrze wejdzie w kontakt z roztopionym lub rozgrzanym metalem, zawarty w nim tlen spowoduje utlenianie metalu, a wilgoć może spowodować także porowatość.
Слайд 129
Описание слайда:
TIG Gazy osłonowe
Argon (Ar) jest gazem obojętnym.
Oznacza to, że nie ulega utlenianiu i nie ma wpływu na skład chemiczny spawanego metalu.
Argon to główny składnik większości gazów osłonowych do spawania metodą GMA i GTA.
Слайд 130
Описание слайда:
Gazy osłonowe
Hel
Hel (He) jest, podobnie jak argon, gazem obojętnym. Hel jest używany w połączeniu z argonem i/lub kilkuprocentowymi domieszkami CO2/ dwutlenek węgla/
albo O2 /tlen/do spawania stali nierdzewnej metodą GMA.
Слайд 131
Описание слайда:
Gazy osłonowe
Hel
. Czysty lub zmieszany z argonem hel jest używany jako gaz osłonowy do spawania metodą GTA i MIG. W porównaniu z argonem hel zapewnia lepsze przenikanie ściany bocznej oraz większą prędkość spawania, ponieważ wytwarza łuk o większej energii.
Hel ma wiele wyjątkowych cech, które stanowią o jego przydatności w zastosowaniach w dziedzinie spawania.
Слайд 132
Описание слайда:
Gazy osłonowe
Wysoki potencjał jonizacji i wysokie przewodnictwo cieplne oraz obojętny charakter zapewniają korzyści takie, jak wyższe prędkości przenoszenia i lepsza jakość spoin, które mogą przełożyć się na wyższą wydajność i obniżenie kosztów pracy.
Слайд 133
Описание слайда:
Gazy osłonowe
Gazy osłonowe powszechnie stosowane w wielu procesach spawania, przede wszystkim w spawaniu metodami MIG/MAG i TIG.
Chronią obszar spawania przed gazami atmosferycznymi, takimi jak tlen, azot i para wodna. W zależności od rodzaju spawanych materiałów, gazy atmosferyczne mogą obniżać jakość spoiny lub utrudniać proces spawania.
Слайд 134
Описание слайда:
Gazy osłonowe
Zastosowanie do :
spawania stali nierdzewnej oraz pozostałych stali wysokostopowych
spawania tytanu, miedzi, aluminium, niklu oraz innych stopów
spawania rur oraz cienkich blach
spawania artystycznego detali poniżej 1 mm grubości
Слайд 135
Описание слайда:
Gazy osłonowe
Powłoka gazu ochronnego, podawana przez dyszę palnika wokół elektrody nietopliwej, chłodzi elektrodę i chroni ciekły metal spoiny
i nagrzaną strefę spawania łączonych przedmiotów przed dostępem gazów z atmosfery.
Spawanie prowadzone może być prądem stałym lub przemienny
Слайд 136
Описание слайда:
Gazy osłonowe
Слайд 137
Описание слайда:
Gazy osłonowe
Stopień zagrożenia wynikający z własności gazów klasyfikuje się w następującym malejącym porządku:
a) trujący i / lub żrący - ŻÓŁTY
b) palny - CZERWONY
c) utleniający - JASNONIEBIESKI
d) obojętny - JASNOZIELONY
UWAGA: barwy „JASNOZIELONEJ” nie należy stosować na butlach z powietrzem w aparatach do oddychania.
Слайд 138
Описание слайда:
Gazy osłonowe
Слайд 139
Описание слайда:
Gazy osłonowe
Слайд 140
Описание слайда:
Gazy osłonowe
Слайд 141
Описание слайда:
Gazy osłonowe
W przypadku gazu lub mieszaniny gazowej, których własności mogą powodować podwójne zagrożenie, oznaczenie barwą powinno być naniesione zgodnie z zagrożeniem podstawowym.
Na kielichu butli dopuszcza się naniesienie barwy oznaczającej zagrożenie drugiego rzędu.
W przypadku, gdy na kielichu butli nanoszone są dwie barwy, zaleca się aby naniesiono je w sposób przedstawiony w załączniku B normatywnym w/w normy (paski lub ćwiartki koła).
Слайд 142
Описание слайда:
Gazy osłonowe
Слайд 143
Описание слайда:
Gazy osłonowe
Слайд 144
Описание слайда:
Слайд 145
Описание слайда:
METODA 311
SPAWANIE ACETYLOTLENOWO- TLENOWE
Слайд 146
Описание слайда:
METODA 311
Слайд 147
Описание слайда:
METODA 311
Слайд 148
Описание слайда:
METODA 311
Drugi podział butli dokonuje się przez różnice w budowie i wyróżnia sie tu reduktory jednostopniowe oraz dwustopniowe.
Reduktor jednostopniowy posiada komorę wysokiego ciśnienia oraz komorę niskiego ciśnienia, pomiędzy nimi znajduję się membrana, która nagina się przez obroty pokrętła reduktora.
Reduktor dwustopniowy składa się z dwóch połączonych ze sobą reduktorów jednostopniowych i takie rozwiązanie pozwala na dokładniejszą regulację i lepsze utrzymywanie stałego ciśnienia.
Reduktory są dobierane do konkretnego rodzaju używanego gazu.
Слайд 149
Описание слайда:
METODA 311
Bezpieczniki gazowe:
Bezpieczniki gazowe mają za zadanie ochronę przed cofnięciem gazu lub płomienia.
Sytuacja taka jest możliwa w kilku sytuacjach, np. gdy: dysza palnika zostanie zalana ciekłym metalem, zostanie zbyt mocno zbliżona do spawanego materiału, prędkość wylotu gazu będzie mniejsza od jego spalania, jeden z zaworów będzie zakręcony lub niedostatecznie odkręcony.
Слайд 150
Описание слайда:
METODA 311
Węże do gazu
Węże używane przy spawaniu i cięciu gazowym mają różne kolory w zależności od rodzaju stosowanego gazu:
Tlen - niebieski
Acetylen - czerwony
Propan - pomarańczowy
Węże muszą spełniać wymagania określone w przepisach BHP. Mówią one między innymi o dopuszczalnym zastosowaniu i minimalnych długościach przewodów.
"ROZPORZĄDZENIE MINISTRA GOSPODARKI z dnia 27 kwietnia 2000 r. w sprawie bezpieczeństwa i higieny pracy przy pracach spawalniczych -stan prawny: listopad 2005 r.§ 22.
1. Węże do gazów powinny być stosowane zgodnie z ich przeznaczeniem, rodzajem gazu i ciśnieniem
znamionowym. W przypadku mieszanek gazowych należy stosować wąż odpowiedni do gazu dominującego w
mieszance.
2. Minimalna długość węży spawalniczych powinna wynosić co najmniej 5 m, a maksymalna, mierzona od punktu
pomiaru ciśnienia do punktu odbioru gazu (palnika), nie powinna przekraczać 20 m. W razie potrzeby zastosowania
Слайд 151
Описание слайда:
METODA 311
Слайд 152
Описание слайда:
METODA 311
Istotą metody spawania gazowego jest nadtopienie brzegów spawanego materiału stosując palnik. Płomień palnika powstaje w wyniku spalania gazów palnych oraz tlenu. Jako gaz palny używa się acetylen, a w bardzo sporadycznych przypadkach wodór bądź propan.
Acetylen charakteryzuje się nieprzyjemnym zapachem, nie posiada on barwy oraz nie wykazuje własności trujących . Płomień acetylenu osiąga maksymalną temperaturę 3160°C, oprócz tego posiada dużą gęstość mocy. Spalanie gazowe odbywa się w dwóch etapach. Pierwszy etap zachodzi w strefie redukcyjnej, inaczej odtleniającej gdzie płomień uzyskuje najwyższą temperaturę, natomiast II etap zachodzi w strefie tzw. kity płomienia, oprócz tych 2 stref wyróżnia się jeszcze jądro płomienia. Odpowiednia regulacja zaworów tlenu i acetylenu na palniku gazowym wpływa na ustawienie rozmiarów opisanych stref i tym samym pozwala na dostosowanie płomienia do różnych zastosowań.
Слайд 153
Описание слайда:
METODA 311
W metodzie spawania acetylenowo-tlenowego analiza jest stosunkowo prosta. Ciepło wykorzystywane do stapiania jest wytworzone przez spalanie acetylenu u wylotu otworu dyszy. Im więcej acetylenu dostarczamy, tym więcej będzie ciepła, czyli należy sterować dopływem acetylenu. Jeżeli płomień acetylenowo-tlenowy jest używany do spawania, to dopływ ciepła do złącza zależy też od sprawności spalania. Maksimum ciepła uzyskuje się wtedy, gdy następuje całkowite spalenie acetylenu w utleniającym płomieniu, tj. w płomieniu zawierającym więcej tlenu niż jest to niezbędne do związania z acetylenem
Слайд 154
Описание слайда:
METODA 311
Jednak takie spalanie nie jest zalecane, gdyż nie tworzy płomienia o najwyższej temperaturze a może spowodować utlenianie się spoiny. Zwykle wybiera się taki stosunek acetylenu do tlenu, aby otrzymany płomień był neutralny tj. bez nadmiaru żadnego z gazów. Odpowiednie ilości acetylenu i tlenu nastawia się za pomocą zaworów wbudowanych w palnik. Wskutek tego gaz dochodzący do dyszy jest kontrolowaną mieszaniną tlenu i acetylenu
Слайд 155
Описание слайда:
METODA 311
Слайд 156
Описание слайда:
METODA 311
Cechy użytkowe metody spawania gazowego
Zalety:
wysoka wydajność i szybkość spawania
duży zakres spawanych grubości
niskie koszty urządzeń w porównaniu do spawania elektrycznego
stosunkowo prosta technika spawania
możliwość zautomatyzowania
Слайд 157
Описание слайда:
METODA 311
Wady duże koszty gazów eksploatacyjnych
mniejsza estetyka spoin
możliwość spawania stali jedynie o niższych zawartościach węgla
utrudnione spawanie aluminium i stali odpornych na korozję
Слайд 158
Описание слайда:
METODA 311
Zastosowanie metody spawania gazowego
Spawanie gazowe stosowane jest przede wszystkim przy pracach naprawczych oraz remontowych. Jest często stosowane przy spawaniu cienkich rur, takich jak instalacje gazowe, wodne czy ciepłownicze. Spawanie gazowe jest również wykorzystywane ze względu na brak możliwości stosowania innych metod. Należy pamiętać, że nie stosuje się tu żadnego zasilania i tym samym nie ma ograniczenia przewodami, dlatego metoda dobrze sprawdza się w warunkach terenowych i na dużych powierzchniach.
Слайд 159
Описание слайда:
METODA 311
stanowiska do spawania gazowego :
palnik acetylenowo-tlenowy uniwersalny lub do spawania
butle z gazami: butla z tlenem technicznym oraz butla acetylenowa
reduktory butlowe
wąż tlenowy (niebieski)
acetylenowy (czerwony)
zestaw części do palnika
Слайд 160
Описание слайда:
METODA 311
Pierwszą czynnością przy przystąpieniu do spawania gazowego jest dokładne oczyszczenie materiału spawanego z farb, korozji, smarów i innych zanieczyszczeń. Przed rozpoczęciem spawania należy również upewnić się o szczelności złączy i węży.
Слайд 161
Описание слайда:
METODA 311
Kolejnym krokiem jest odkręcenie butli z gazami i ustawienie na reduktorach odpowiedniego ciśnienia roboczego, który dla tlenu mieści się w zakresie 0,25-0,45 MPa, natomiast dla acetylenu 0,01-0,08 MPa.
Ciśnienie tlenu należy wyregulować przy odkręconym zaworze na palniku. Przy rozpoczynaniu pracy palnika zawsze najpierw odkręcamy zawór tlenu, a dopiero po nim zawór acetylenu, a następnie zapalamy palnik. Płomień regulujemy zaworem tlenowym przez powolne otwieranie, aż uzyskamy satysfakcjonujący nas typ płomienia.
Слайд 162
Описание слайда:
METODA 311
Wyróżnia się 3 typy płomienia:
płomień normalny,
zwany również neutralnym lub redukującym, który charakteryzuje się stosunkiem tlenu do acetylenu od 1:1 do maksymalnie 1,3:1.
Jest to najczęściej pożądany rodzaj płomienia, gdyż pozwala on na spawanie stali węglowej, miedzi i żeliwa.
Prawidłowy płomień redukujący posiada jasno świecący stożek z lekko migoczącym wierzchołkiem.
Слайд 163
Описание слайда:
METODA 311
Слайд 164
Описание слайда:
METODA 311
płomień utleniający,
występuje gdy stosunek tlenu do acetylenu jest większy niż 1,3:1.
Płomień jest smukły, niebieski i posiada krótkie jądro.
Stosuje się go przy spawaniu mosiądzów.
Слайд 165
Описание слайда:
METODA 311
płomień nawęglający,
tworzy się przy nadmiarze acetylenu, w stosunku ponad 1:1.
Posiada czerwonawy kolor oraz wydłużone jądro i jest przeznaczony do spawania aluminium i jego stopów.
Слайд 166
Описание слайда:
METODA 311
Слайд 167
Описание слайда:
METODA 311
a) Spawanie w lewo - palnik prowadzi się od strony prawej do lewej i nachyla się w stronę kierunku spawania, pod kątem od 30° do 75°. Podczas równego stapiania brzegów ustawiony prostopadle do palnika drut, powinien wykonywać ruch w górę i w dół, zanurzając się w jeziorku spawalniczym przez co reguluje się ilość dostarczanego spoiwa.
Należy uważać, aby końcówka spoiwa nie opuszczała obszaru kity płomienia gdyż stanowi to ochronę przed powietrzem
Слайд 168
Описание слайда:
METODA 311
Metoda jest stosunkowo prosta do opanowania, a stworzona spoina estetyczna. Stosuje się ją przy spawaniu materiałów o grubościach nie przekraczających 4mm. Ze względu na to, że spoina wykonywana spawaniem w lewo szybko stygnie, mogą pojawiać się w niej porowatości oraz pęcherze, dlatego nie zaleca się jej stosowania przy odpowiedzialnych konstrukcjach
Слайд 169
Описание слайда:
METODA 311
Слайд 170
Описание слайда:
METODA 311
Spawanie w prawo - palnik zwraca się w kierunku przeciwnym do kierunku spawania i prowadzi prostoliniowo od lewej do prawej . Stworzone jeziorko spawalnicze powinno posiadać charakterystyczne "oczko".
Palnik powinien być trzymany w takiej odległości, aby jądro płomienia znajdowało się w spawanym rowku, natomiast spoiwo podawane ruchem zakosowym.
Слайд 171
Описание слайда:
METODA 311
Слайд 172
Описание слайда:
METODA 311
Spawanie w górę - spawanie przebiega w pionowym położeniu spawanego rowka, a palnik prowadzi się od dołu do góry delikatnie skierowany 20° od poziomu w kierunku spawania.
Dostarczane spoiwo powinno wykonywać ruch wahadłowy i podążać za palnikiem pod kątem 30° od poziomu.
Слайд 173
Описание слайда:
METODA 311
Wskazówki technologiczne
Zasadniczo spawanie acetylenowe-tlenowe jest przeznaczone do spawania stali niskostopowych i niskowęglowych oraz żeliwa i mosiądzu.
Unika się raczej spawania gazowo aluminium, miedzi czy stali wysokostopowych gdyż wykonane złącza mają mniejszą wytrzymałość. Spawanie tych materiałów jest jednak możliwe po zastosowaniu odpowiednich topników pomagających w usuwaniu utrudniających spawanie warstw tlenków
Слайд 174
Описание слайда:
METODA 311
W metodzie spawania acetylenowo-tlenowego analiza jest stosunkowo prosta. Ciepło wykorzystywane do stapiania jest wytworzone przez spalanie acetylenu u wylotu otworu dyszy. Im więcej acetylenu dostarczamy, tym więcej będzie ciepła, czyli należy sterować dopływem acetylenu. Jeżeli płomień acetylenowo-tlenowy jest używany do spawania, to dopływ ciepła do złącza zależy też od sprawności spalania. Maksimum ciepła uzyskuje się wtedy, gdy następuje całkowite spalenie acetylenu w utleniającym płomieniu, tj. w płomieniu zawierającym więcej tlenu niż jest to niezbędne do związania z acetylenem
Слайд 175
Описание слайда:
Слайд 176
Описание слайда:
Скачать презентацию на тему Spawanie jako dział technologii łączenia можно ниже: